
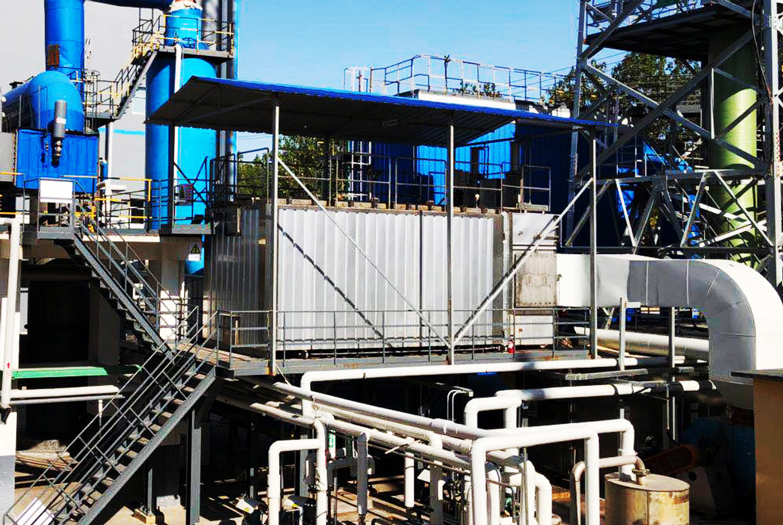
用电型蓄热式氧化炉RTO-E
主要特点
1.RTO炉内电加热器功率可变频调节,对低浓度VOCs污染源无需前级吸附浓缩系统或添加天然气燃烧蓄热,接进入RTO处理
2.RTO炉内无明火燃烧, 不存在点火爆炸的可能性,性高;不会产生氮氧化物(NOx), 造成二次污染
3.采用特殊陶瓷设计,蓄热效能高,达95%-98%的热效率
4.撬装设计,可叠加组合,工程占地少, 满足大风量处理需求
热力氧化装置
该新型处理系统RTO-E简单、高效,符合中国国家标准和相关行业规范,废气处理氧化反应完全发生在箱体内热交换介质中,没有火焰,也不会产生因燃烧而产生的副产品。RTO-E提 供最高效的VOCs控制,系统一旦启动并达到工作温度后,可自行维持运行,电能消耗几乎没有或很少,热能效率可达到98%。即使在很低的VOCs浓度下,也可自行维持温度并发生氧化反应。由于不需要点燃器及相应炉体,系统进行模块化设计,大大降低了制造和安装成本,维护极低。该系统使用抽风机、气动快速切换提升阀确保连续正常运行,由高级可编程逻辑控制器 (PLC) 进行自动控制反应箱内温度及流量。RTO-1I为废气排放治理提供了一个新型、简单、经济型的解决方案,并已被广泛应用。
简单、新颖设计
采用独特的单腔体可再生热交换原与传统RTO相比,只有一个腔体, 不需要点燃器和燃烧室。其内部填充的传热介质床对高温区域进行自调节,并具有高蓄热性, 可对废气浓度变化进行调整,系统运行稳定。
类似集装箱类型的组合方式,方便客户现场安装、 维护。并且可无限叠加扩充,满足客户对废气风量的各种要求。
工作原理
该系统由一个钢制腔体组成,内部填充蓄热材料陶瓷床,电加热元件位于陶瓷床中央,腔体边上有一个气动切换装置,用来改变进气和出气的方向。开始启动时, 先用电将陶瓷床中心部分加热到850摄氏度, 然后将废气通过陶瓷床, 当废气通过陶瓷床中部的高温区域时, 其内挥发性有机物 (VOCs)迅速氧化, 生成二氧化碳和水,并释放大量的热。通过热交换, 出口那边的陶瓷床吸收热量温度升高、同时处理完的废气温度升高。 然后洁净的废气被直接排出。 为了维持床中央高温区域及最高热能利用率(>95%) ,气流的方向必须自上而下和自下而上之间来回切换。在一个平衡系统中,入口处和出口处温度相差不大,约20-50摄氏度左右。
如果需要更高的挥发性有机物(VOCs) 去除率,可追加一个残留气体处理装置,将烟囱内的尾气再次送回RTO进行二次处理。
可编程逻辑控制器 (PLC) 监控RTO-1内陶瓷床中间高温区温度, 确保其维持在设定温度范围内。同时优化进出气流切换频率, 达到最高热能效率。
低运行成本
初始启动后,基本不需要额外的能量去维持腔体内氧化反应温度,效率高达95%-98%。 在很多应用中, 像印刷、 喷漆等行业, 由于VOCs含量相对比较高, 基本不需要额外能量。如果VOCs含量很低,不足以自维持腔体内氧化温度, 就需要增加少量辅助电能。另外采用变频风机设计,针对实际风量自动弹性运行,降低电力消耗。
高VOCs处理率
该系统不仅提供高VOCs去除率, 而且与其它燃烧方式相比, 无副产品产生, 比如氮氧化物 (NOx) , 排放更安全、洁净。内部填充不易降解的蓄热陶瓷介质,使系统更加稳定、 可靠。 添加废气回收箱,可使VOCs处理效率达到99%。
控制和可靠性
采用PLC控制及触摸屏系统, 使系统运行更加安可靠, 易于操作。 LEL可燃气体检测器实时监测废气浓度,当大于20%LEL, 自动切换旁路并关断RTO废气入。
低维护和高寿命
采用PLC控制,该系统结构坚固、可动部件少,基本不需维护。平时只有热电偶、风门需要维护。另外,在气流入口和出口的切换采用金属密封气动提升阀,结构简单、可靠。因此,系统使用时间长。
低安装成本
高度集成和模块化的设计,缩短了安装时间及成本。
性能参数
1.适用于中、低浓度、大风量的有机废气
2.处理容量 : 500- 62,000立方米/小时(单个模块)
3.多个单元可叠加设计,获得更大客户要求处理风量
4.热交换效率: 95%- 98%
5.自维持运行VOC浓度: 0.7-2克/立方米
6.VOCs处理效率: 97%- 99.7 %
RTO-E特点
